Trois questions
Pour bien configurer une ligne en Conwip, il faut répondre à trois questions :

1. Quelle sera la taille moyenne de mes lots sur la ligne ?
2. Combien de tickets Conwip dois-je mettre en circulation ?
3. A quel niveau d’en-cours placer mes indicateurs de pilotage visuel devant chaque poste ?
Taille moyenne de mes lots
Choisir une taille moyenne de lot, c’est arbitrer entre la productivité de la ligne et son temps de traversée.
Si les tailles de lot sont élevées, le temps de changement de série au début de chaque lot sera faible vis à vis du temps pour produire le lot. La cadence de la ligne sera donc bonne, mais le temps de passage sera long.
A l’opposé, de petites tailles de lot dégradent la cadence mais améliorent le temps de passage.
Concrètement, la taille des lots qui passent sur la ligne doit être déterminée en fonction des capacités du ou des goulots : on se cale sur la taille de lot la plus petite possible qui assure la cadence requise pour la ligne.
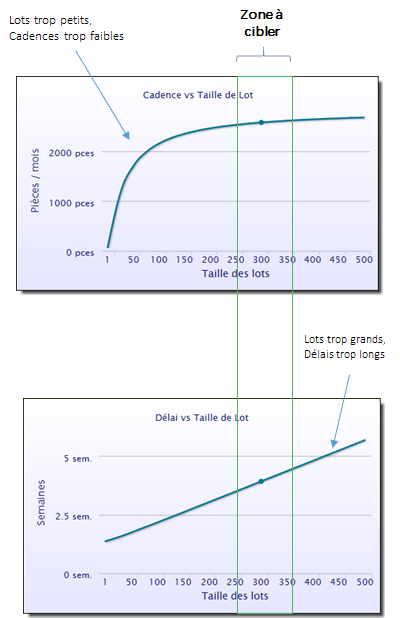
Les deux courbes ci-contre donnent un exemple de la réponse d’une ligne en cadence puis en délai, en fonction de la taille moyenne des lots.
La taille des lots est choisie dans la zone où la courbe de cadence s’aplatit : au delà de cette zone, augmenter la taille des lots amène peu de débit supplémentaire sur la ligne, et en deçà la cadence n’est plus suffisante.
Nombre de tickets Conwip
Le choix du nombre de tickets Conwip est un compromis entre un objectif de cadence et un objectif de délai.
Un nombre élevé de tickets Conwip mène à une cadence élevée, mais aussi à un temps de traversée long car la ligne sera chargée avec beaucoup d’en-cours.
Inversement, si l’on émet peu de tickets en circulation, les files d’attente devant chaque poste seront petites et le délai sera court. Le risque est dans ce cas que des postes goulots se désamorcent lorsque des aléas surviennent, ce qui dégrade la cadence de la ligne.
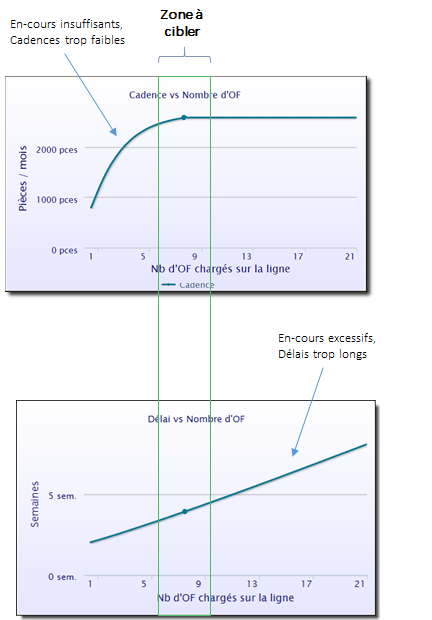
Dans la pratique, on règle la ligne avec un nombre de tickets suffisants pour assurer la cadence souhaitée, à partir du profil de la ligne, comme dans cet exemple calculé par simulation à partir des gammes et des caractéristiques des postes de fabrication :
Le nombre de tickets Conwip est choisi dans la zone cible où la cadence atteint son maximum. Au delà de cette zone, ajouter des tickets ne mène qu’à allonger le temps de traversée.
Indicateurs de pilotage visuel
Pour piloter une ligne Conwip, il faut mettre en place des indicateurs qui alertent quand une file d’attente devient trop grande.
Ces indicateurs sont importants car sans eux il n’est pas possible de savoir si la ligne est dans un fonctionnement normal ou dégradé.
La hauteur du seuil d’alerte devant chaque poste dépend de l’équilibre global de la ligne, c’est à dire des rapports entre la charge moyenne et la capacité moyenne à chaque opération de la gamme. Les postes qui sont des goulots permanents auront un en-cours plus élevé en régime normal. Quand on met en œuvre un Conwip, on calcule par simulation la répartition normale des en-cours sur la ligne, puis on place les indicateurs d’alerte :
Régime normal
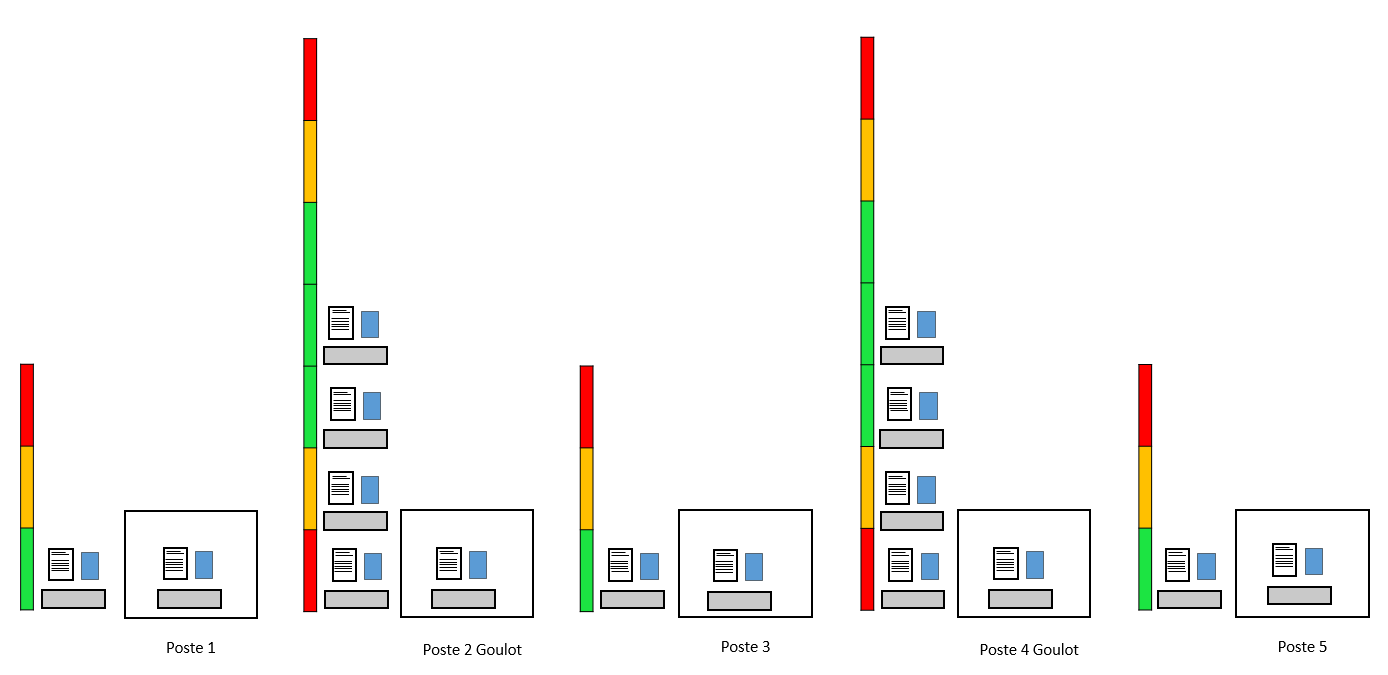
les en-cours sont à l’équilibre.
Régime dégradé
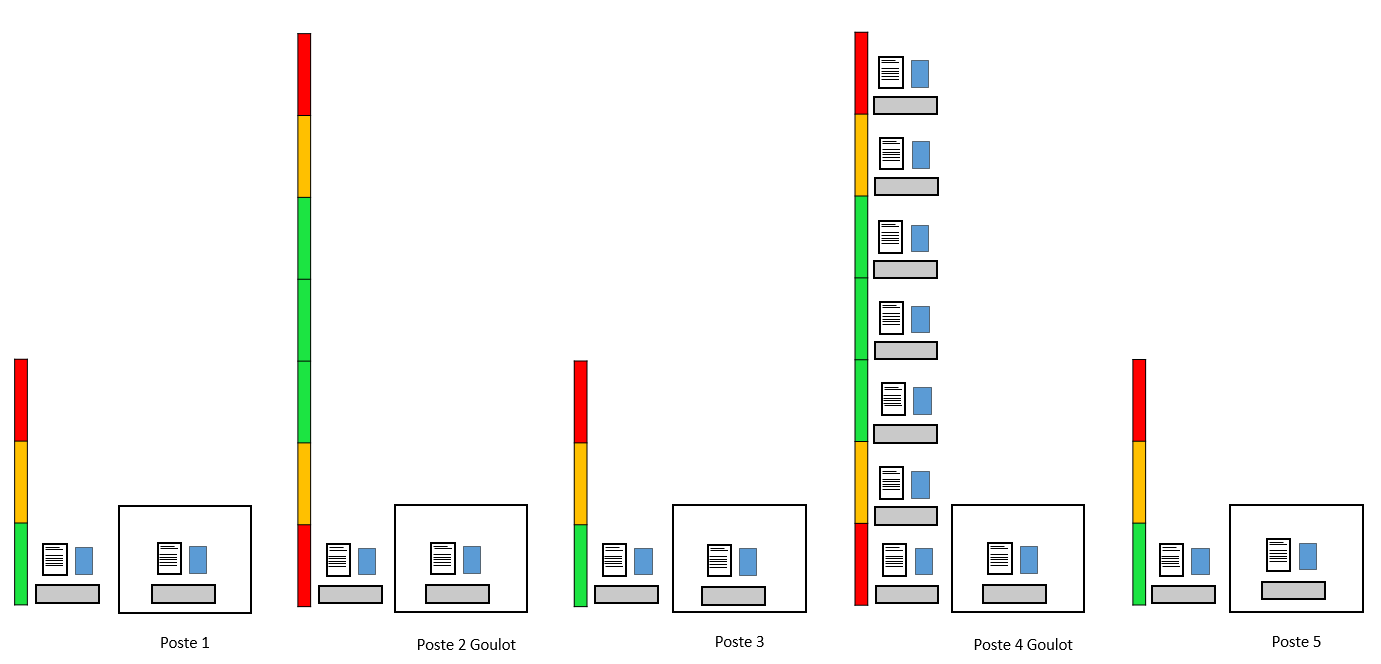
le poste 2 risque de se désarmorcer, et le poste 4 est en forte surcharge
Concrètement, ces indicateurs peuvent être marqués directement sur le flux de pièces, ou bien sur un tableau de pilotage qui montre en temps réel le niveau de chaque file d’attente.
Pour répondre avec précision à la question des tailles de lots, du nombre de tickets Conwip, et du calibrage des indicateurs visuels, il est nécessaire d’utiliser un simulateur de Conwip car il n’existe pas d’équation mathématique simple qui donne directement la réponse.